Тема 2. Типы и виды производств
Тема 2. Типы и виды производств.
ПЛАН.
1. Единичное производство, его характеристика.
2. Серийное производство, его характеристика.
3. Коэффициент закрепления операций
4. Массовое производство, его характеристика.
5. Виды производств
1. Единичное производство, его характеристика.
Единичное производство предусматривает штучный выпуск изделий разнообразной и непостоянной номенклатуры ограниченного потребления.
Важнейшие особенности этого типа производства следующие:
· многономенклатурность выпускаемой продукции (зачастую не повторяющейся);
· организация рабочих мест по технологической специализации;
· отсутствие возможности закрепления за рабочими постоянной номенклатуры деталей, узлов и агрегатов, сборочных и монтажных операций;
· использование универсального оборудования и технологической оснастки;
· наличие большого объема ручных сборочных и доводочных операций;
· преимущественная численность высококвалифицированных рабочих-универсалов, занятых в производственном процессе;
· большая длительность производственного цикла;
· значительная доля незавершенного производства;
· децентрализация оперативно-производственного планирования;
· нецелесообразность автоматизации процессов контроля качества изделий;
· невозможность использования статистических методов в управлении качеством продукции;
· относительно большие затраты «живого» труда.
2. Серийное производство, его характеристика.
Серийное производство предусматривает одновременное изготовление сериями широкой номенклатуры однородной продукции, выпуск которой повторяется в течение продолжительного
времени.
Под серией понимается выпуск ряда конструктивно одинаковых изделий, запускаемых в производство партиями, одновременно или последовательно, непрерывно в течение планового периода.
Производство этого типа имеет следующие важнейшие особенности:
· постоянство относительно большой номенклатуры повторяющейся продукции, изготовляемой в значительном количестве;
· специализация рабочих мест для выполнения нескольких операций, закрепленных за конкретным рабочим;
· периодичность изготовления изделий сериями, обработка деталей партиями;
· преобладание специального и специализированного оборудования и технологического оснащения;
· наличие незначительного объема ручных сборочных и доводочных операций;
· преимущественная численность рабочих средней квалификации;
· незначительная длительность производственного цикла;
· централизация оперативно-производственного планирования и руководства производством;
· автоматизация контроля качества изготовляемой продукции;
· применение статистических методов управления качеством продукции;
· унификация конструкций деталей и изделий;
· типизация технологических процессов и оснастки.
3. Коэффициент закрепления операций.
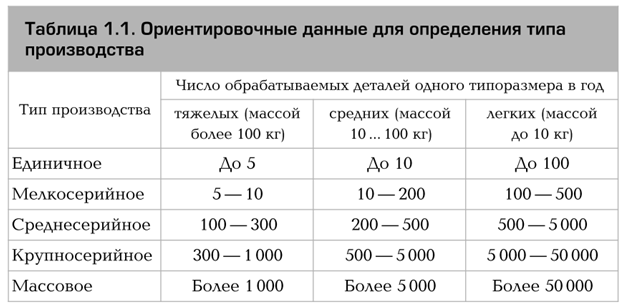
В зависимости от количества одновременно изготовляемых изделий в серии различают мелко-, средне- и крупносерийное производство (табл. 1.1).
Разновидность серийного производства принято различать по коэффициенту закрепления операций:
Кз= Моп/ Соб,
где Моп — общее число операций, выполняемых в данном цехе в течение 1 мес; Соб — число единиц оборудования, действующего в цехе.
Принято относить цехи к той или иной разновидности серийного производства в зависимости от значения коэффициента закрепления операций:
Kз = 20 … 40 — мелкосерийное;
Kз = 10 … 20 — среднесерийное;
Kз = 2 … 10 — крупносерийное.
4. Массовое производство, его характеристика..
Массовое производство характеризуется непрерывностью и относительно длительным периодом изготовления ограниченной номенклатуры однородной продукции в большом количестве. Массовое производство представляет собой высшую форму специализации производства, позволяющую сосредоточивать на предприятиях выпуск одного или нескольких типоразмеров одно-
именных изделий. Непременным условием массового производства является высокий уровень стандартизации и унификации при конструировании деталей, узлов и агрегатов.
Массовое производство имеет следующие особенности:
· строго установленный выпуск небольшой номенклатуры изделий в огромном количестве;
· специализация рабочих мест для выполнения одной закрепленной операции;
· расположение рабочих мест в порядке следования операций (характерно для поточных линий);
· большой удельный вес специального и специализирован-
· ного оборудования и технологического оснащения;
· значительная доля комплексно-механизированных, автоматизированных технологических процессов;
· минимальное подготовительно-заключительное время на операции;
· резкое сокращение объема ручных сборочных и доводочных работ;
· высокая степень загрузки рабочих мест;
· применение труда рабочих низкой квалификации;
· меньшая длительность производственного цикла по сравнению с серийным производством;
· централизация управления и планирования производства;
· непрерывная дистанционная диспетчеризация производства;
· высокий уровень контроля качества изделий.
С организационной точки зрения тип производства характеризуется средним числом операций, выполняемых на одном рабочем месте. Это определяет степень специализации и особенности используемого оборудования. Тип производства существенно влияет на формирование структуры предприятия, на условия, требования и критерии организации производства.
На тип организации производства оказывают влияние следующие факторы:
- уровень специализации;
- масштаб производства;
- сложность и устойчивость изготовляемой номенклатуры изделий, обусловленной размерами и повторяемостью выпуска.
5. Виды производств
Производственные процессы делятся на два вида: поточный и непоточный.
Поточное производство характеризуется его непрерывностью и равномерностью. В поточном производстве заготовка после завершения первой операции без задержки передается на вторую операцию, затем на третью и т. д.‚ а изготовленная деталь сразу же поступает на сборку. Таким образом, изготовление деталей и сборка изделий находятся в постоянном движении, причем скорость этого движения подчинена такту выпуска в определенный промежуток времени.
Непоточпое производство характеризуется неравномерным движением полуфабриката в процессе изготовления изделия, т. е. технологический процесс изготовления изделия прерывается вследствие различной продолжительности выполнения операций, а полуфабрикаты накапливаются у рабочих мест и на складах. Сборку изделий начинают лишь при наличии на складах полных комплектов деталей.
В непоточном производстве отсутствует такт выпуска, а производственный процесс регулируется графиком, составленным с учетом плановых сроков и трудоемкости изготовления изделий.
Каждый вид производства имеет свою область использования. Поточный вид организации производства встречается в массовом производстве, а непоточный присущ единичному и серийному производствам.